

Último artículo de la serie, ahora sí que llegamos al final. Hoy nos toca hablar de los riesgos asociados a los alimentos mínimamente procesados. En concreto hablaremos de los riesgos microbiológicos que pueden aparecer en este tipo de alimentos, que han recibido la mínima transformación con el fin de mantener lo más intactas posible las características de las materias primas, a la vez que se hace más fácil su consumo y se garantiza la seguridad. Hablaremos de que son, procesos y tecnologías de producción, riesgos microbiológicos asociados y cómo podemos prevenirlos, controlarlos o remediarlos.
El porqué de los alimentos mínimamente procesados
En los últimos años, en realidad hace ya alguna década, ha tenido un crecimiento constante la cuota de mercado de productos poco procesados o con procesos considerados poco agresivos. Esta tendencia responde a la demanda del mercado de productos más “naturales”, término este que no tiene una definición clara ni libre de controversia, pero que se ha instalado en el imaginario del consumidor como un atributo deseable. También a la mala prensa de los productos que se han venido a llamar “ultraprocesados”, concepto también controvertido, a los que se les atribuye todo tipo de efectos perniciosos, la mayoría de las veces sin una base científica clara. No quiero decir con esto que los productos mínimamente procesados no tengan sus virtudes, que no son pocas, que no conserven mejor, en una importante parte de los casos, las características organolépticas y algunas de las nutricionales propias de los alimentos frescos de los que proceden. En cualquier caso, su demanda es creciente y por tanto la oferta también, habiéndose desarrollado diferentes tecnologías novedosas con el fin de alterar lo mínimo las características primigenias de los productos alimentarios sin comprometer la seguridad de estos.
Qué son los alimentos mínimamente procesados
Como hemos adelantado se trata de alimentos sometidos a tratamientos considerados no agresivos con el fin de preservar al máximo las características originales, tanto organolépticas como nutricionales, de las materias primas utilizadas, a la vez que se facilita su uso. Esta facilidad de uso o conveniencia puede consistir, por ejemplo, en convertir un producto que necesitaría una higienización y un troceado (una lechuga para una ensalada, por ejemplo) en otro en el que ya se hayan realizado estas operaciones y haya sido adecuadamente envasado (por ejemplo, en atmósfera modificada) de tal manera que tengamos un producto “listo para el consumo” (lechuga o mezcla de lechugas IV Gama). En este caso, para consumirlo sólo tendremos que abrir el envase y utilizarlo directamente o como ingrediente de un determinado plato (una ensalada, siguiendo con el ejemplo).

La característica principal de una gran parte de estos productos es el no haber estado sometidos a tratamientos térmicos intensos. También el evitar en lo posible la utilización de aditivos es otra de sus características.
A continuación, repasaremos algunos de los procesos más utilizados en su producción y pondremos algunos ejemplos:
- Lavado y Enjuague: Es el caso de las ensaladas y otros vegetales IV gama. Ofrecen la ventaja de poder ser consumidos tal y como salen de su envase, sin necesidad de higienizarlos antes de su consumo como sí que ocurre cuando proceden directamente del campo. Se elimina así la contaminación superficial, utilizándose además soluciones desinfectantes suaves, y los restos de tierra y otros contaminantes presentes en su superficie.
- Corte y Troceado: También son ejemplo de utilización de este tipo de procesado los vegetales IV gama. Se hacen así más fácilmente utilizables, característica ésta que solemos denominar conveniencia (traducción literal del término ingles convenience). En su procesado es muy importante mantener unas buenas prácticas higiénicas que eviten la contaminación cruzada procedentes de otros productos, superficies de contacto, operarios o transportada por el aire.
- Escaldado suave: Utilizado en algunos vegetales con el fin principal de inactivar enzimas
- Envasado en atmosfera modificada: Se persigue con ello sustituir el oxígeno en el interior del envase, utilizando un gas inerte. De esta manera se evitan o ralentizan procesos de crecimiento microbiano y de oxidación. Se utilizan ampliamente en el envasado de productos mínimamente procesados y también en productos frescos.
- Refrigeración: Una gran parte de estos productos deben ser mantenidos en refrigeración en su transporte, exposición y almacenamiento en el domicilio
- Pasteurización: En algunos casos se utiliza una pasteurización suave, generalmente en productos líquidos. En la medida en la que se evitan tratamientos térmicos más agresivos como por ejemplo la UHT, se consideran también mínimamente procesados.
Pero como hemos comentado con anterioridad, quizás la característica más importante es la utilización de tratamientos de inactivación de microorganismos diferentes de la utilización del calor de forma intensa. Destacan entre estas tecnologías:
- Altas presiones (HPP). Se usa para la pasteurización en frío de alimentos como zumos, salsas, carnes, productos cárnicos y mariscos. Los alimentos se someten a altas presiones hidrostáticas, lo que inactiva microorganismos patógenos y enzimas sin la necesidad de utilizar altas temperaturas.
EQUIPO PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESION HIDROSTÁTICA (HPP)
- Luz Pulsada. Se utiliza principalmente para desinfección superficial de frutas, verduras y frutos secos. La luz pulsada emite ráfagas de luz de alta intensidad que pueden eliminar microorganismos en la superficie de los alimentos.
- Pulsos Eléctricos (PEF). Alteran la permeabilidad de las membranas celulares de microorganismos, creando poros en las mismas y pudiendo así inactivar microorganismos patógenos.
- Ultrafrecuencia: Se utiliza para el calentamiento rápido y uniforme de alimentos líquidos y pastosos, así como para el secado y procesamiento térmico. Las ondas de ultrafrecuencia generan calor dentro de los alimentos al interactuar con sus moléculas.
Riesgos
El procesado suave y la baja utilización de conservantes, lleva aparejado en general un control del riesgo microbiológico más difícil. Un tratamiento térmico constituye lo que solemos denominar un “kill step”, un punto del proceso que elimina prácticamente cualquier tipo de contaminación microbiológica, y por tanto, evitando la contaminación a partir de este punto podemos asegurar la seguridad microbiológica del producto. Por el contrario, en ausencia de este tipo de tratamientos, deberemos evitar al máximo la contaminación del producto en cualquier punto del proceso productivo. No debe entenderse esto que en el caso de tener un “kill step” se deba descuidar la higiene en las etapas previas, pero si que una contaminación anterior al tratamiento de inactivación es menos crítica.
La contaminación de estos productos puede deberse a:
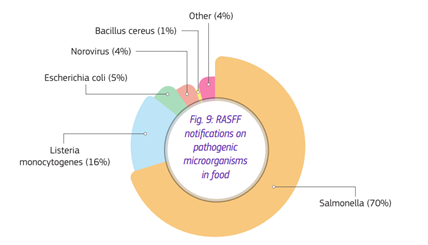
- La presencia de patógenos en la matería prima. Los alimentos frescos, como frutas y verduras, pueden estar contaminados con patógenos como salmonella, E. coli, listeria y norovirus.
 FUENTE: 2022 Annual Report. Alert and Cooperation Network
FUENTE: 2022 Annual Report. Alert and Cooperation Network - La contaminación cruzada. Tanto en el campo, como en la propia industria, los alimentos pueden contaminarse con microorganismos procedentes de otros alimentos, superficies de contacto, operarios, etc. Tanto en este caso, como en el anterior, tras la contaminación del producto se puede producir un crecimiento microbiano importante, al tratarse en muchos casos de productos con alto contenido en humedad y menos protegidos por aditivos que tengan efectos biocidas o bacteriostáticos (que maten o impidan el crecimiento de microorganismos). Aunque no tengamos datos de las toxiinfecciones causadas por la ingestión de productos mínimamente procesados, para hacernos una idea de la importancia de este tipo de peligros, baste decir que el número de notificaciones al RASFF (EU Rapid Alert System of Food and Feed) debidas a la presencia de microorganismos en alimentos fue en 2022 de 857.

- Aparición de resistencias. Cuando se habla de resistencia microbiana, generalmente se hace referencia a la resistencia a los antimicrobianos, pero también nos podemos referir al desarrollo de resistencia a los tratamientos de inactivación, ya sea térmica o no. Y es que, tanto los tratamientos térmicos como los no térmicos pueden contribuir al desarrollo de resistencias en microorganismos si no se aplican adecuadamente. Explicamos a continuación algunos mecanismos de aparición de resistencias ante este tipo de tratamientos:
 FUENTE:
FUENTE: 
- Tratamientos térmicos. Los tratamientos térmicos suaves pueden no afectar a los microorganismos o sus cepas más termoresistentes sobrevivan y se multipliquen, originándose una predominancia de bacterias resistentes en el ambiente.
- Tratamientos no térmicos: Dos son los efectos más comunes:
-
-
- Supervivencia de microorganismos resistentes. De la misma manera que con los tratamientos térmicos, algunos microorganismos pueden ser resistentes a los tratamientos no térmicos y sobrevivir. Si estos microorganismos resistentes se multiplican en el producto o el entorno, pueden transmitir sus características de resistencia.
- Efecto subletal. Algunos tratamientos no térmicos, como las altas presiones o los pulsos eléctricos, pueden tener un efecto subletal en los microorganismos, lo que significa que no los mata por completo, pero los debilita. Las bacterias debilitadas pueden desarrollar mecanismos de resistencia en respuesta a estos tratamientos subletales.
-
En el caso de los tratamientos no térmicos, los fallos más comunes para algunos de ellos son:
- Tratamiento de Alta Presión (HPP):
- Efectividad limitada: El fallo más común en el tratamiento de alta presión es no aplicar la presión suficiente o durante el tiempo necesario para inactivar completamente los microorganismos patógenos. Esto puede deberse a problemas técnicos en el equipo o a un mal cálculo de los parámetros de presión y tiempo requeridos.
- Daño de la estructura del alimento: Si se utiliza una presión excesiva o un tiempo de tratamiento prolongado, puede ocurrir un daño en la estructura del alimento, lo que afectaría la calidad y la textura del producto. También puede hacer que el producto sea más favorable al crecimiento microbiano.
- Pulsos de Luz:
-
- Inadecuada exposición: El fallo más común consiste en una exposición insuficiente. Si la intensidad, la duración o la longitud de onda de la luz no son las de diseño, los microorganismos pueden no ser inactivados de manera efectiva.
- Dificultad en alimentos opacos o irregulares: Los pulsos de luz pueden tener dificultades para penetrar en alimentos opacos o con superficies irregulares, lo que podría dejar áreas no tratadas.
- Pulsos eléctricos:
-
- Exceso de energía: El uso de una cantidad excesiva de energía eléctrica puede dañar la calidad del alimento, lo que podría no ser efectivo o tener un efecto negativo en el sabor y la textura del producto.
- Inadecuada distribución de energía: Si la distribución de la energía eléctrica no es uniforme en el producto, algunas áreas pueden quedar insuficientemente tratadas.
Para evitar este tipo de efectos se debe seleccionar adecuadamente los tratamientos a utilizar y sus parámetros de funcionamiento a través de pruebas piloto que nos aseguren que los efectos de estos procesos son los deseados. Por otro lado, es importante mantener unas buenas condiciones higiénicas en todas las etapas de producción, sin descuidar las etapas previas al tratamiento de inactivación, con el fin de que los productos no lleguen a este proceso con una carga microbiana excesiva, lo que además redunda en una mayor probabilidad de que estén presentes microorganismos con resistencia. También se deben monitorizar y controlar regularmente los procesos y productos para garantizar su seguridad ante posibles desviaciones de los parámetros de funcionamiento o condiciones de manipulación.
Medidas de Mitigación y Control
Con el fin de minimizar y mantener bajo control los riesgos mencionados, se deben tomar diversas medidas en cada una de las etapas de producción de los alimentos mínimamente procesados:
- Buenas prácticas agrícolas. En la producción agrícola, es fundamental aplicar prácticas de higiene adecuadas como, normas de higiene y formación para los operarios, limpieza de equipos y seguimiento en general de las normativas de seguridad alimentaria.

- Control de contaminación cruzada durante los procesos de transporte, manipulación y procesado, así como en la exposición y venta, sin olvidar la higiene en casa del consumidor. Por ejemplo, uso de utensilios limpios, higiene de superficies, normas de higiene para los operarios, operaciones adecuadas de limpieza y desinfección, medidas de compartimentación de ambientes, etc.
- Lavado y enjuague suficiente. Si el lavado y enjuague de frutas y verduras no se realiza de manera efectiva, los residuos de tierra, pesticidas u otros contaminantes pueden permanecer en la superficie de los alimentos.
- Tratamiento térmico. Al tratarse de tratamientos térmicos suaves, el margen de seguridad es estrecho y debemos asegurar que las condiciones de tratamiento so se desvían de las de diseño.
- Tratamientos alternativos a los tratamientos térmicos. Es importante asegurarse de una adecuada selección y del correcto diseño y dimensionado del tratamiento. Antes de invertir en los equipos de producción es muy aconsejable realizar pruebas piloto que nos garanticen la efectividad a la vez que nos permiten ajustar adecuadamente los parámetros de funcionamiento (intensidad del tratamiento, tiempo de exposición, etc.). Tras la puesta en marcha del proceso se debe comprobar la efectividad del tratamiento, monitorizar de forma continua los parámetros críticos y realizar controles periódicos sobre el producto final, que garanticen la inocuidad de los productos finales.
- Control del envasado: Si el envasado al vacío o en atmósfera modificada tiene fallos, el contenido de oxígeno en el envase puede no ser adecuado para preservar la frescura y la calidad del producto, lo que podría ocasionar un deterioro excesivo en el producto o la proliferación de microorganismos que pudieran ser patógenos.
- Control la cadena de frio. El mantenimiento de la cadena de frío es esencial para prevenir el crecimiento bacteriano. Almacenar y transportar los alimentos a temperaturas seguras es crítico.
- Educación y formación, tanto del personal de producción como a los consumidores, sobre prácticas seguras de manipulación y consumo de alimentos.

Llegados a este punto, hemos repasado a lo largo de estos 11 capítulos los que creemos que van a ser los riesgos más importantes con los que nos vamos a encontrar en los próximos tiempos. Ver hasta que punto pueden afectar a nuestros procesos y productos, nos servirá para tomar las medidas de mitigación y preventivas necesarias para que minimicemos la probabilidad de aparición de episodios de alarme o crisis. Muy probablemente nos encontraremos con algún riesgo no esperado, que requerirá de una intervención rápida y para la que necesitaremos el mejor conocimiento y apoyo para su adecuada gestión y resolución. No podemos predecir el futuro con exactitud, pero si que podemos evaluar los posibles peligros en su probabilidad de ocurrencia e impacto, para seleccionar las acciones más eficientes de cara a la prevención de la aparición de episodios de crisis. Esperamos que esta revisión de los 10 riesgos emergentes que consideramos más importantes o críticos para el conjunto del sector alimentario sea de la utilidad de los responsables de seguridad alimentaria de las empresas del sector y de esa manera, estas reduzcan el riesgo de la aparición de episodios de crisis por la quiebra de la seguridad alimentaria de sus productos.
-
Serial «Los 10 riesgos alimentarios con mayor impacto en los próximos años»:
- Los riesgos emergentes en los próximos años
- Las micotoxinas
- Resistencia Antimicrobiana
- Contaminación de suelos por uso de residuos como fertilizantes
- Presencia de microplásticos (MP) en alimentos
- Alcaloides tropánicos y pirrolicidínicos en alimentos
- Intoxicaciones derivadas de la posible flexibilización legislativa para la modificación de fechas de vida útil con el fin de minimizar el desperdicio alimentario
- Efectos adversos de la introducción de proteínas alternativas, como presencia de alérgenos, contaminantes o residuos.
- Presencia de Alérgenos No Declarados en Alimentos: Un Desafío Científico, Tecnológico y Regulatorio
- Incremento de la Incidencia de Toxinas Marinas
REFERENCIAS



